









Обработка композитных алюминиевых панелей
Обработка алюминиевых композитных панелей (АКП) состоит из нескольких этапов, которые мы рассмотрим в этой статье. В нашей компании вы можете заказать фрезеровку и раскрой композитных панелей в заводских условиях с использованием станка ЧПУ.

Стоимость всех видов обработки композита:
- 1. Фрезерование алюминиевых композитных панелей – 250 руб/м2
- 2. Завальцовка края – 40 руб/м2
- 3. Можно оформить индивидуальный заказ по декорированию края сложной формы.
Фрезерование композитных панелей.
Фрезеровка может ручным фрезером или на станках с ЧПУ. Ручные фрезеры используются на стройплощадках, когда необходимо внести коррективы в размер панелей.

V-образные или прямоугольные пазы фрезеруются с задней части панели, сохраняя лицевую алюминиевую часть и прослойку наполнителя, толщиной не менее 0,8 мм. Отфрезерованный лист может образовывать как внешние, так и внутренние углы.
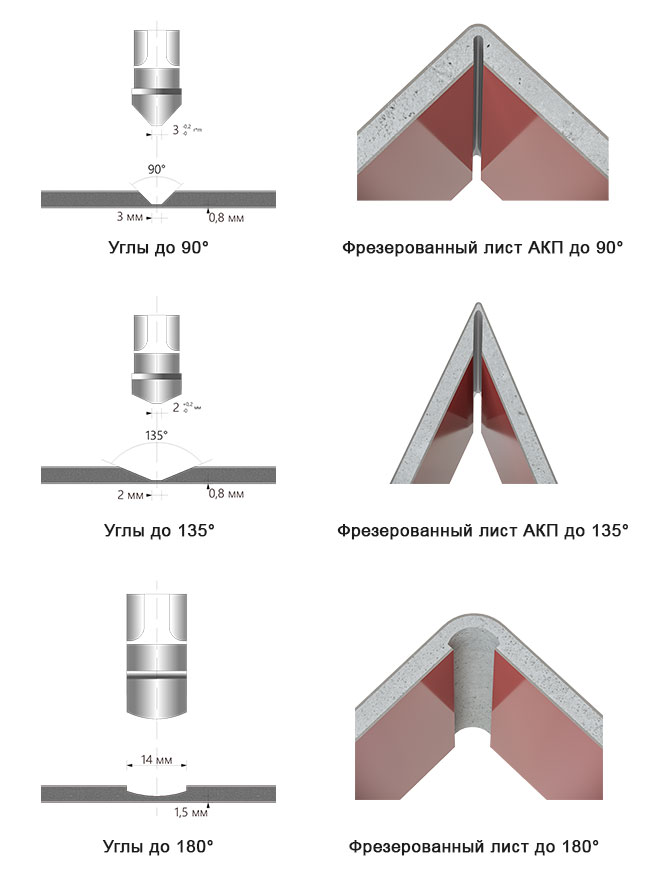
Важно понимать, что отфрезерованный лист может отличаться линейными размерами в 1-3 мм из-за сгиба. Для более высокой точности необходимо заказывать проектирование объекта, где производится точный расчет с учетами радиуса сгиба.
Завальцовка края.
Это вид обработки панели, который подгибают ручным фрезером или на станке. Такая операция позволяет уменьшить сопротивляемость нагрузкам и опасность острых краев.
При листовом способе крепления на фасаде завальцовка краев обязательна по результатам огневых испытаний. Кроме того, аккуратный и эстетичный край расширяет диапазон возможных применений композитных панелей на декоративных элементах. В кассетах завальцовку можно не использовать.
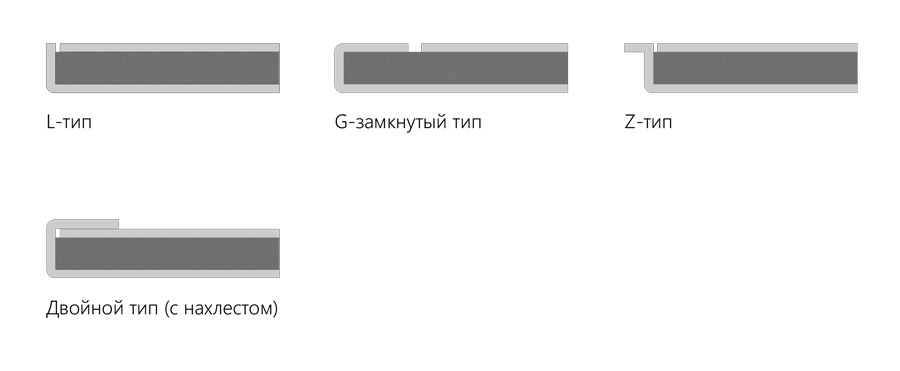
Существует 4 типа завальцовки:
Сверление алюминиевых композитных панелей.
Производится сверлом по металлу. Для избежания сколов и царапин следует устанавливать резиновую или уретановую прокладку. При серийном производстве панелей лучше применять пробивной станок или станционарный пресс.
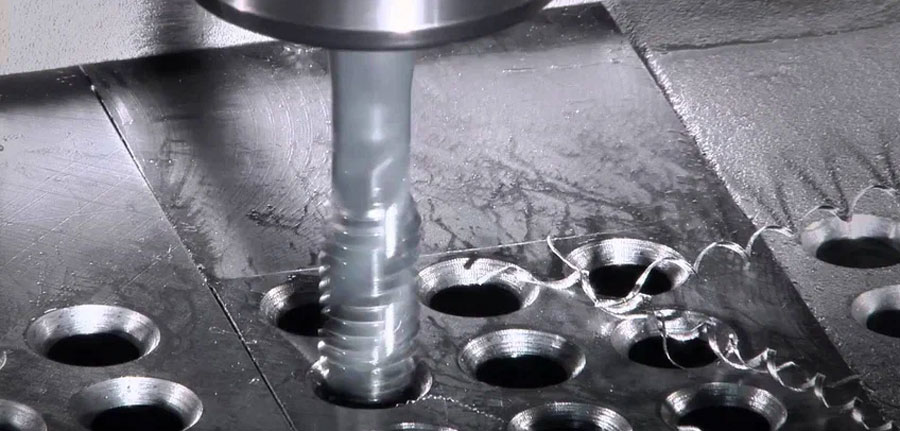
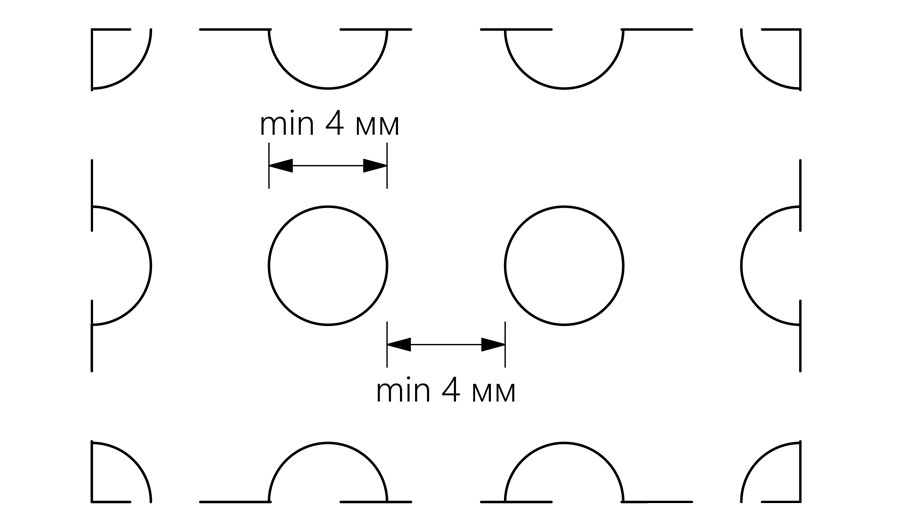
Перфорация композитных панелей.
Перфорация позволяет создать уникальный элемент интерьера с повторяющимся полым орнаментом. Такой рисунок на панелях выполняется на пробивных станках с ЧПУ.
Резка композитных панелей.
Резку композитных панелей необходимо производить с помощью специального оборудования, чтобы не столкнуться с такими погрешностями как «рваные» края панели на линии среза, неровная линия распила, появление царапин на панели, а также расслоения композитной панели.
Одним из способов правильной резки композита является использование погружной пилы. Стоимость данной пилы не отличается недоступностью. Также можно использовать фрезерный станок. Данный способ почти полностью исключает повреждение алюминиевого материала. К каждому случаю резки панелей должна подбираться своя фреза. При вырезе паза для гибки панели нужна фреза с углом, а для сквозного разреза используется прямая фреза.
Вальцевание (сгибание) панелей.
Для сгиба панелей используется листогибочный валковый станок, в основном с тремя или четырьмя валами. Алюминий хорошо поддается вальцеванию а валах разных диаметров, самый минимальный радиус составляет 270 мм.
Перед использованием гибочных валов необходимо удостовериться в том, что они тщательно отчищены от стружек.
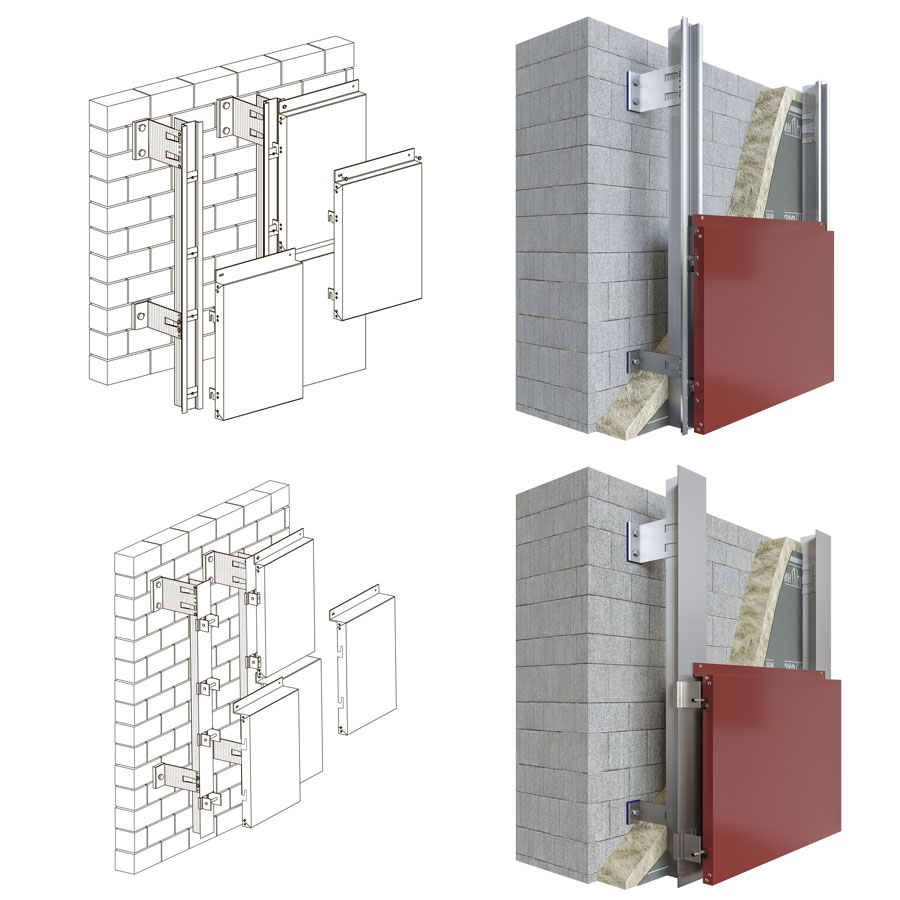
Изготовление кассеты из композитных панелей.
Кассеты изготавливаются с вырубными проушинами, которые устанавливаются на салазки в вертикальных направляющих подсистемы. Ширина отборотвки должна быть не менее 50 мм.
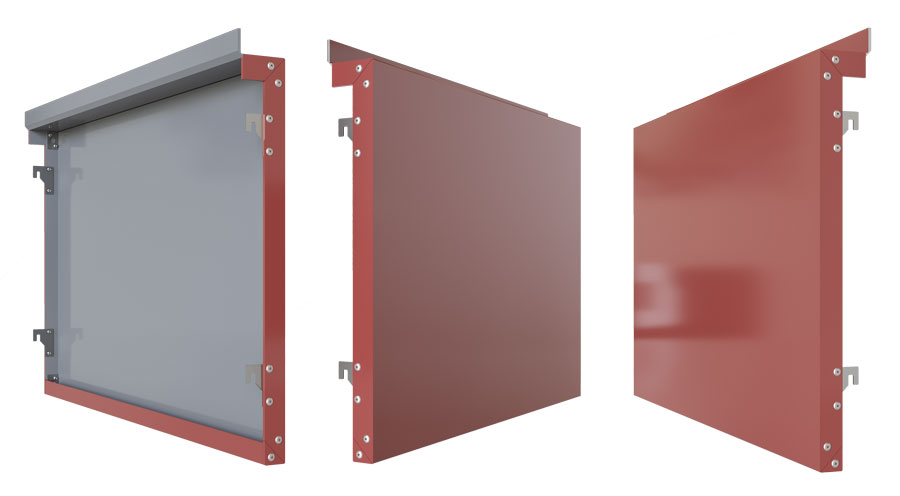
Кассета также крепится с помощью иклей, которые крепятся на салазки, установленные на вертикальные направляющие подсистемы. Ширина отбортовки при этом может быть минимальной - 30 мм.
Последовательность складывания кассет с проушинами.
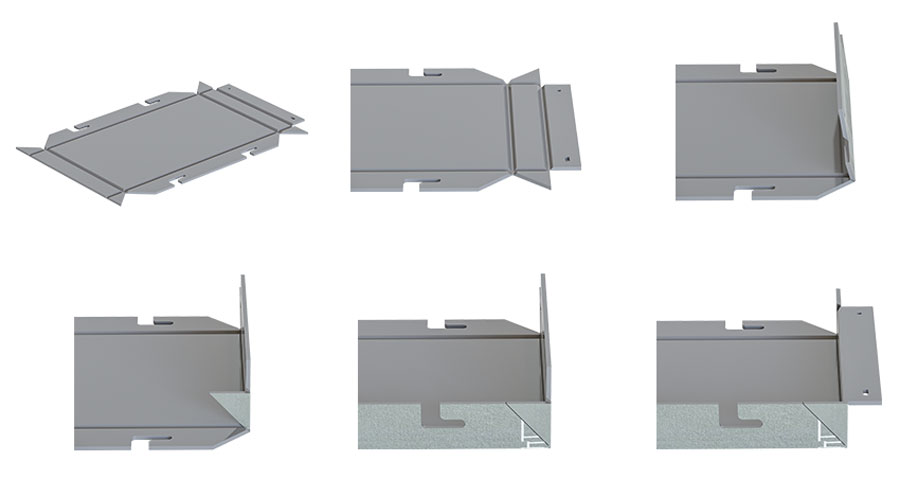
Сначала прорезается V-паз, далее узкая часть (картинка 2) сгибается д углом больше 90 градусов, отгибается 90 градусов обратно и сгибается треугольник. Далее складывается треугольник с боковой стороны (картинка 4) , после чего происходит складывание верхних крев.
Клепание и сварка АКП
Панели можно соединять между собой или с другим материалом, например деревом или нержавеющей сталью. Крепление происходит при помощи шурупов, болтов и заклепок. Материал для использования креплений должен не создавать с алюминием гальваническую пару.(алюминий, пластик, нержавеющая сталь)
Для деталей сложной формы может использоваться сварка или склеивание панелей. Также сварка может использоваться для герметизации мест соединения.
Для заказа композитных панелей можно обратиться по телефону 8 (800) 500-63-10 или оставить заявку на почту info@in-fas.ru








